Following the installation of a new Steinecker brewhouse in 2010, it was the filter cellar’s turn in the autumn of 2013. And for this, too, the privately owned brewery put its trust once more in “solutions made by Krones” in its entirety.
In addition to the CombiCube F filtration system, Schussenrieder had three yeast propagators, an equalisation line, a new flash pasteuriser and a water deaeration system installed. It also had the bright-beer-tank cellar fitted with a rigid piping system (perimeter piping). What is more, a new hot-CIP system provides automatic cleaning of the filler, the filling paths to the keg and the bottle fillers, as well as the storage-cellar circuit. The new process-engineering kit installed features Evoguard valve technology throughout. Furthermore, the brewery uses the Botec F1 control system, a familiar sight for a brewhouse, for automating the filter cellar and the flash pasteuriser as well.







For a flexible filtration process
The core of the investment channelled into process engineering, however, was the new filter system. Here, the Schussenrieder Brewery opted for the modularised CombiCube F. With its CombiCube, Krones has created a product family catering specifically to the needs and requirements of mid-tier breweries. This concept has been responsively matched to a huge multiplicity of beer types, specialty beers and to seasonal fluctuations in output. The field-proven TFS technology has thus been translated into tangible reality for the small throughput range as well.
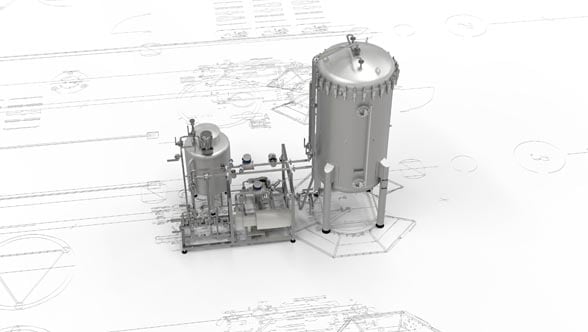
In conventional candle filters, a head plate in the filter housing separates the filtrate and unfiltrate compartments. In the Twin-Flow System, register-type piping replaces the head plate thus turning the entire vessel into the unfiltrate compartment. The cross-flow velocity is in the Twin-Flow System increased via the bypass. The bypass enables a homogeneous flow to be set inside the vessel, so that the filtering aid is uniformly distributed over the entire length of the candle. This means that by varying the bypass flow highly disparate filtering aids can be optimally precoated. Depending on the particular filtering aid being used, its own descent velocity has to be equalised, thus enabling uniform precoating to be achieved over the candle’s entire length. By adjusting the bypass flow, the filtrate flow can be reduced down to ten per cent of the filter’s nominal throughput.
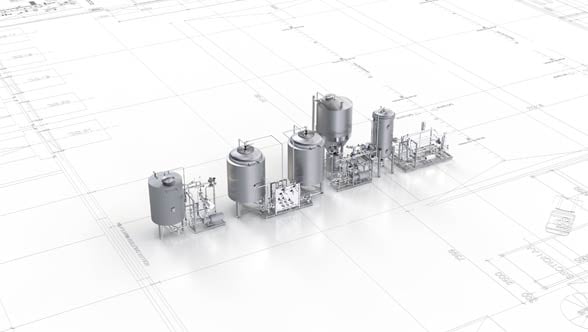
The filtration module consists of a candle filter with Steinecker’s field-proven TFS technology, plus a diatomite stirrer and a diatomite dosage vessel. The buffer module contains an unfiltrate buffer tank, which compensates for times when the brewery has to change the tanks frequently in the storage cellar, plus a product tank and one for last runnings, in order to reduce change-over losses with several types per filtration run. The disposal module consists of a sedimentation tank for dehydrating the diatomite after it has been removed from the filter. Further components are a trap filter, a cloudiness meter, a dosing unit for stabilising agents and/or additives. The batch-driven Botec control system ensures a fully automatic filtration and cleaning process, with an integrated order and recipe management system, batch reporting and trend curve recording, plus remote maintenance via modem.
“The system is more versatile and future-compatible.”
During the preliminary phase of this project, the brewery had checked out a variety of systems, including diatomite-free membrane filtration. “The conclusion we arrived at was that diatomite filtration provides better operational dependability than a membrane filter”, admits Oliver Kurth. “When compared to other diatomite filters, TFS offers the unique advantage that it can be selectively matched to the filtering aid used in each case. Should perhaps at some point in time alternative filtering aids emerge, with different flow characteristics, then owning a TFS means you’re on the safe side. The system is more versatile and future-compatible”, believes Schussenrieder’s senior brewmaster. “The crucial point with a filter is its economical use of water, energy and filtering aids – in other words: cutting operating costs. And this stipulation is satisfied by the CombiCube F throughout. To give you an example: we now only need a third of the diatomite quantity the previous filter system used to consume.”
Wouldn't that be something for you too?