“Brewed for us”(为‘我们酿造):通过回归自己的价值观念,Founders啤酒公司进入美国手工精酿啤酒厂前20名行列 — 当然,也凭借其受到无限喜爱的啤酒。
目前,Founders公司在密歇根州大激流市中心的啤酒厂将产能提高三倍,达到大约10万千升 — 相当于在原有的厂区内建造了第二家啤酒厂。
这个项目不亚于在原厂址新建一家年产7万千升的新啤酒厂,就在城市中心,这里甚至还有一些小山坡。











现在采用常规的斯坦尼克糖化设备
基于使用原有CombiCube B糖化设备取得的良好经验,Founders公司再次选择了一套斯坦尼克糖化设备 — 由于规模发生了变化,这次采用了一套35立方的常规糖化设备。与CombiCube B一样,这套设备也采用三器组合:糖化-过滤槽,煮沸锅,回旋槽,以及一台乏汽冷凝器,这套设备于2015年7月投入运行。“我们的糖化流程非常简单”,酿造运营副总经理Alec Mull说。“我们采用单一温度浸出法。由于我们不需要独立的糖化锅进行蛋白质休止,所以我们没有安装糖化锅,而是直接在过滤槽中投料。这样,我们就不需要对糖化锅进行维护和刷洗。“一切从简,确保卫生”,这是我们的信条”,他感到非常高兴:“新的糖化设备非常棒,我们的员工都非常喜欢。它生产出非常出色的啤酒,甚至比CombiCube更容易操作,完全按照我们的需要量身定制。”
糖化-过滤槽的直径为7.5米,比实际需要大约大1米。由此,可以降低单位负荷,这又对57个收集口的过滤时间产生积极的影响。糖化投料以四个小时的节奏进行。“这比CombiCube更加简单,使用CombiCube时,始终有两个糖化批次同时进行”,Alec Mull说。Founders公司每年大约酿造35种不同的啤酒,其中一些品种每年只生产一次。CombiCube B继续生产所有这些品种。相反,新的常规糖化设备生产大批量的啤酒品种。“CombiCube就像一匹役用马,全自动运行,非常灵活,特别可靠,可以装入集装箱内运输,快速安装。我本来想继续使用CombiCube,但它在产能方面存在限制”,Alec Mull表示。
乏汽冷凝器降低能源消耗
Alec Mull也绝不会放弃乏汽冷凝器。在CombiCube B中首次使用时,燃气总消耗就立即降低40%。Founders公司将来自乏汽冷凝器的约65℃热水直接存放在一个大罐中,此后,这部分热水可以用作酿造水,也可以用于大罐的热碱刷洗。“这种大罐刷洗方式效果非常棒,现在使用来自乏汽冷凝器的回收热水后,还降低了成本”,Alec Mull解释说。“克朗斯做得确实非常漂亮。”作为糖化车间的能源载体,始终没有使用热水,而是采用蒸汽加热。
“我从一开始就非常清楚,我将再次使用一套斯坦尼克糖化设备。克朗斯的产品和服务都是货真价实。尽管美国人和德国人的观点不尽相同,但最后我们都合作得很好。德国人非常注重细节,他们知道自己应该做什么,特别有组织纪律。克朗斯设备非常干净整洁 — 我喜欢这样,因为我喜欢卫生的啤酒厂。最终,我们得到了一套完美的糖化设备”,Alec Mull说。
全自动发酵间
在安装新的常规糖化设备的同时,Founders公司还将发酵和后储的产能扩大约3.5万千升。新的发酵间于2015年7月投入运行。为此,该啤酒厂安装了15个锥型发酵罐和后储罐,总容为175立方。到2016年底二期工程结束后,发酵间还将再次增加同样的容量,达到10.5万千升。尽管原来的发酵和后储间还在使用人工操作的软管技术,Founders公司决定为一期和二期扩建工程首次采用全自动化方案。克朗斯负责全部管路铺设,安装Evoguard双座阀阵,并为自动化控制流程配备TwinPro发酵软件。
关于自动系统的优势,他认为一方面可以大幅度降低连接软管、刷洗和杀菌的工作量,“因为所有工作都可以通过按键完成”,另一方面在于非常重要的卫生方面,“因为一切本身就很卫生”。三班连续生产时,老的人工操作车间每天需要12名员工,而新的全自动车间只需要4人。
新的克朗斯玻璃瓶灌装设备
继糖化以及发酵之后,Founders公司同时还于2015年夏季投入使用了一套克朗斯玻璃瓶灌装设备,这确实相当于新建一家整体啤酒厂。安装开始于4月份,两个月以后开始首次生产,8月底对两种包装形式验收,效率达到92%至94%。这条生产线按照每小时3万瓶(12流体盎司瓶,相当于350毫升)设计。今后,这条生产线每年也要灌装几次25.4流体盎司瓶(750毫升)— 小批量啤酒,每次投放市场大约6000至1.2万箱。“仅仅通过生产线更高的能力,工时效率就比老线提高150%”,包装经理Matt Sutton说。
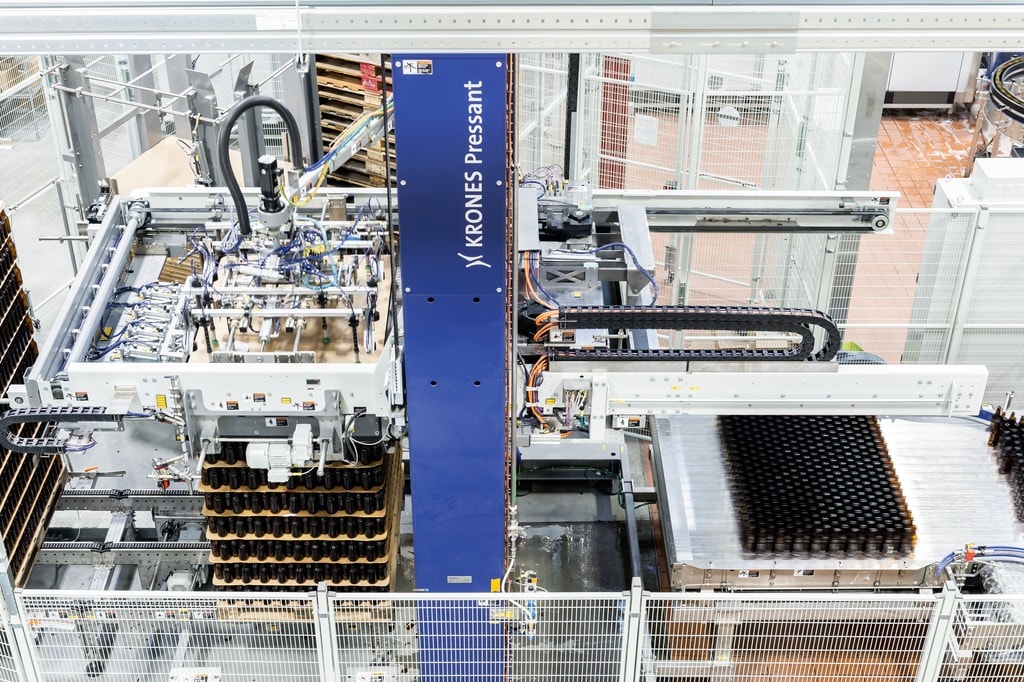
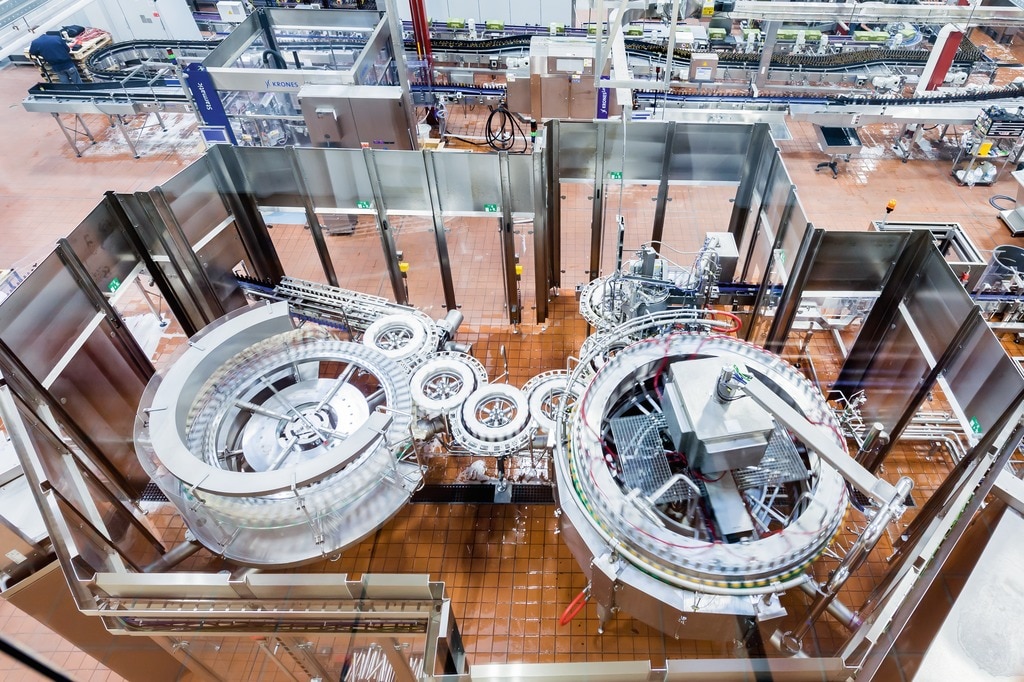
生产线起始于一台Pressant Universal 1N新瓶拆托盘机。接下来,配备有机玻璃外罩的多排输送将瓶子分成单排,送往冲瓶灌装组合机。这套组合机包括一台Moduljet冲瓶机和一台Modulfill HRS灌装机。然后,在Checkmat F-X中检测灌装液位。经过一个缓冲段之后,一台Linadry对瓶子进行吹干,再进入一台配备两个冷胶标站的Starmatic贴标机,粘贴身标、颈标或者背标。这里也安装了一台检测商标的Checkmat E,贴标不合格的产品被立即剔除。
“Varioline是一种了不起的设计”
对于Founders公司,后续的Varioline包装流水线技术也是一项全新设计。这套设备在只有6 x 7米的占地上完成全部最终包装任务。Varioline的两个模块首先利用机械手生产六瓶提篮,将瓶子装入其中,接下来,将每四个提篮放入同样由Varioline成型的纸箱内,然后直接封箱。成品发货箱进行喷墨打印日期和编码,利用在线称重装置检查灌装重量。“Varioline是我们当时最大的新鲜事物”,Matt Sutton解释说。“它可以完成5至6台单机的工作,占地面积降低到最多只有常规设备的10%。老实说,我最初还认为配备60多台伺服电机的机器太复杂了。通过参观克朗斯(罗森海姆)工厂的测试中心,打消了我的怀疑”,Matt Sutton说。“Varioline是一种了不起的设计,我们认为非常值得。”
新建一家完整的啤酒厂
| 糖化 | 发酵和后储 | 玻璃瓶灌装设备 | 生产线改造 |
|---|---|---|---|
|
每批次35立方
|
约3.5万立方
|
每小时3万瓶(12流体盎司瓶,约350毫升)
|
|
= 这是否也适用于您?